Spawanie laserowe
17 czerwca 2026
W metodzie spawania laserowego (oznaczanej często jako LBW – Laser Beam Welding) źródłem ciepła potrzebnego do stopienia materiału jest skoncentrowana wiązka światła laserowego o bardzo dużej gęstości energii. Proces ten najczęściej odbywa się w osłonie gazu obojętnego lub aktywnego (np. argonu, helu lub azotu), którego zadaniem jest ochrona jeziorka spawalniczego oraz optyki głowicy przed wpływem atmosfery i odpryskami.
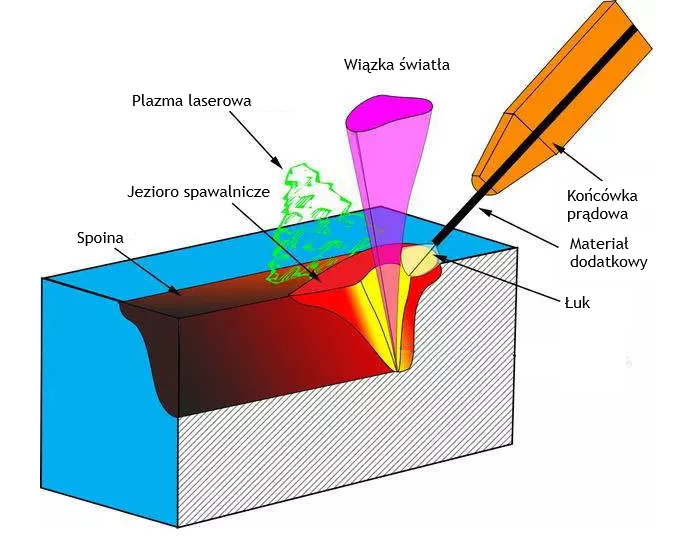
Połączenie spawalnicze może być realizowane bez użycia materiału dodatkowego – poprzez bezpośrednie stopienie i wymieszanie się brzegów łączonych elementów – lub z udziałem spoiwa w postaci materiału dodatkowego (podawanego automatycznie bądź ręcznie).
- Wysoka precyzja i powtarzalność: Mała średnica plamki lasera pozwala na pełną kontrolę nad wyglądem spoiny i głębokością wtopienia.
- Minimalny wpływ ciepła: Laser wprowadza znacznie mniej energii cieplnej niż metody tradycyjne, co skutkuje powstaniem wąskiej strefy wpływu ciepła (HAZ). Dzięki temu odkształcenia materiału po spawaniu są minimalne, co ma kluczowe znaczenie w przypadku precyzyjnych komponentów
- Wyjątkowa prędkość: Wiązka laserowa może przemieszczać się po materiale z prędkością sięgającą nawet kilkudziesięciu metrów na minutę. W wielu przypadkach spawanie grubych blach nie wymaga ukosowania i może być wykonane w jednym przejściu
- Niskie koszty eksploatacji: Systemy laserowe charakteryzują się wysoką stabilnością i rzadszą wymianą materiałów eksploatacyjnych
- Metali silnie refleksyjnych (np. miedź, aluminium)
- Materiałów różnoimiennych
- Elementów o różnej grubości – od cienkich blaszek po grube blachy z penetracją sięgającą nawet 100 mm
Chcesz wiedzieć więcej na temat urządzeń i materiałów potrzebnych w spawaniu MIG/MAG?
Może chcesz, byśmy dobrali dla Ciebie kompletne rozwiązanie?
Skontaktuj się z nami za pomocą poniższego formularza.