Główne niezgodności spawalnicze
17 października 2016
Poniższe zdjęcia pokazują różnorodne wady powstające podczas spawania łukowego. Na ostateczny efekt pracy wpływa szereg czynników takich jak: stosowane praktyki, materiały oraz urządzenia – opracowanie Kemppi Sp. z o.o.
Poniższa lista nie jest kompletna, jednak przedstawia zarys ogólnych informacji niezbędnych dla początkujących spawaczy.

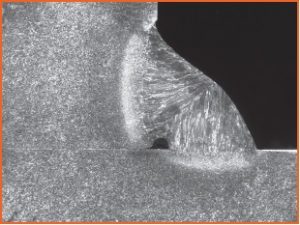
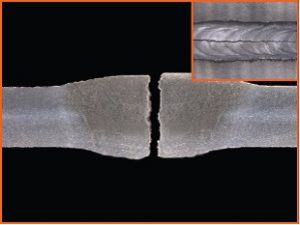
PRZYKLEJENIA
Możliwe przyczyny:
- niewłaściwe przygotowanie złącza
- niewłaściwy kąt pochylenia elektrody
- zbyt duży prąd lub za mała prędkość spawania powodują nadpływanie jeziorka przed łuk spawalniczy, co powoduje brak przetopu
- za niskie parametry spawania
- zanieczyszczenia na brzegach spawanych blach
- magnetyczne ugięcie łuku
Zapobieganie:
- przestrzegaj warunków technologicznych spawania (wysokość progu, odstęp w grani)
- upewnij się, że położenie elektrody (kąt) zapewni odpowiednie wtopienie boczne
- wybierz odpowiednie parametry (prąd i prędkość spawania oraz długość łuku), aby zapewnić odpowiednie wtopienie
- przygotuj dokładnie brzegi blach do spawania
- zmień pozycję zacisku kabla masy,
- zastosuj krótki łuk, zredukuj prąd spawania, skieruj elektrodę naprzeciw ugięcia łuku, użyj źródła prądu przemiennego (AC)

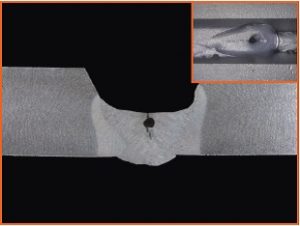
POROWATOŚĆ
Możliwe przyczyny:
- niedostateczna osłona gazowa
- wilgotna elektroda
- zanieczyszczenie obszaru złącza spawanego np. rdza
- zbyt gruba powłoka podkładu (farba)
- niewłaściwa biegunowość
Zapobieganie:
- zapewnij odpowiednią osłonę gazową,
- zredukuj stopień wypływu gazu,
- unikaj turbulencji jeziorka spawalniczego oraz podmuchów i przeciągów powietrza
- przestrzegaj wymogów suszenia i magazynowania materiałów spawalniczych
- wyczyść rowek i przyległy obszar złącza
- sprawdź, czy grubość podkładu odpowiada wymaganiom producenta
- zmień biegunowość
WTRĄCENIA ŻUŻLI
Możliwe przyczyny:
- źródłem żużli jest często poprzednio ułożona warstwa spoiny
- niewystarczające usunięcie żużla
- zbyt mała ilość dostarczanego ciepła
- nadpływanie żużla przed łuk spawalniczy
- zbyt mały odstęp w grani lub nadmierna wysokość progu
Zapobieganie:
- zastosuj odpowiedni rozmiar i kąt ustawienia elektrody
- stosuj technikę gwarantującą
- wykonanie gładkiego lica i ułatwiającą
- wypływanie żużlu na powierzchnię jeziorka
- dokładnie oczyść powierzchnię poprzednio wykonanego ściegu
- zwiększ ilość dostarczanego ciepła
- skieruj łuk w kierunku jeziorka spawalniczego
- stosuj odpowiedni kąt ukosowania

PODTOPIENIE
Możliwe przyczyny:
- wydłużony i szeroki łuk powstający przy małym prądzie lub dużej prędkości spawania
- niewłaściwy kąt ustawienia elektrody
- zbyt rozległe ruchy zakosowe podczas układania spoiny
- zbyt duży prąd spawania
Zapobieganie:
- stosuj krótki łuk / zredukuj napięcie spawania
- prowadź elektrodę pod właściwym kątem
- stosuj technikę spawania zakosami przytrzymując elektrodę na brzegach wykonywanej spoiny
- zredukuj prąd spawania
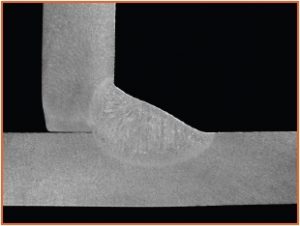
NADMIERNA ASYMETRIA SPOINY PACHWINOWEJ
Możliwe przyczyny:
- nieodpowiedni kąt ustawienia elektrody
- zbyt duże jeziorko spawalnicze
- magnetyczne ugięcie łuku
Zapobieganie:
- zastosuj odpowiedni kąt ustawienia elektrody
- zredukuj współczynnik natapiania
- zmień pozycję zacisku kabla masy, zastosuj krótki łuk, zredukuj prąd spawania, skieruj elektrodę naprzeciw ugięcia łuku, użyj źródła prądu przemiennego (AC)
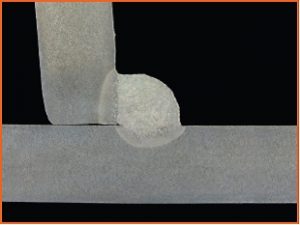
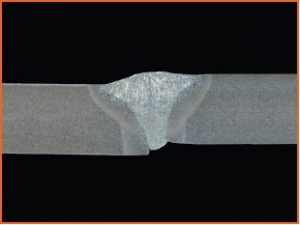
NADMIERNA WYPUKŁOŚĆ LICA SPOINY
Możliwe przyczyny:
- zbyt dużo materiału dodatkowego w odniesieniu do prędkości spawania
- zbyt duża średnica elektrody
Zapobieganie:
- przyśpiesz spawanie lub zredukuj ilość materiału dodatkowego
- użyj elektrody o właściwej średnicy lub powiększ kąt ukosowania
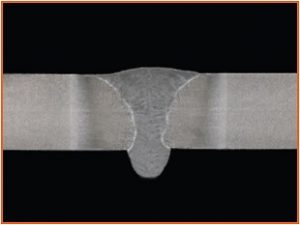
WYCIEK
Możliwe przyczyny:
- zbyt duża ilość ciepła dostarczanego do spoiny
- zbyt duża szczelina powietrzna w złączu
- zbyt małe lico warstwy graniowej
Zapobieganie:
- ogranicz ilość dostarczanego ciepła
- odpowiednio zaprojektuj złącze
- powiększ lico warstwy graniowej
PĘKNIĘCIA, NP. NA GORĄCO
Możliwe przyczyny:
- zbyt mała szerokość w stosunku do głębokości – proporcja spoiny
- znaczne naprężenia spowodowane dużą rozszerzalnością cieplną
- niewłaściwy dobór materiału dodatkowego
- powierzchnia metalu rodzimego pokryta olejem, żwirem, płynem, rdzą itp.
- zbyt duża prędkość spawania
Zapobieganie:
- upewnij się, że stosunek szerokości do głębokości spoiny wynosi ponad 1(przy stali węglowej) i ponad 1,5 (przy stali
nierdzewnej) - stosuj techniki spawania zapewniające obniżenie naprężeń spawalniczych
- użyj materiału dodatkowego o wysokiej odporności na pękanie
- dokładnie oczyść materiał rodzimy przed spawaniem
- zredukuj prędkość spawania
- upewnij się, że stosunek szerokości do głębokości spoiny wynosi ponad 1(przy stali węglowej) i ponad 1,5 (przy stali
nierdzewnej) - stosuj techniki spawania zapewniające obniżenie naprężeń spawalniczych
- użyj materiału dodatkowego o wysokiej odporności na pękanie
- dokładnie oczyść materiał rodzimy przed spawaniem
- zredukuj prędkość spawania
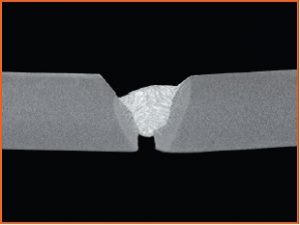
BRAK PRZETOPU
Możliwe przyczyny:
- wadliwie zaprojektowane lub źle przygotowane złącze
- nadmierna długość łuku
- zbyt duża średnica elektrody
- nadmierna prędkość spawania
Zapobieganie:
- zwiększ szczelinę powietrzną lub zmniejsz lico warstwy graniowej
- spawaj krótkim łukiem/ zmniejsz napięcie
- użyj elektrody o mniejszej średnicy
- zmniejsz prędkość spawania
PRZESUNIĘCIE BRZEGÓW
Możliwe przyczyny:
- niewłaściwe spasowanie złącza przed spawaniem
- odkształcenia podczas spawania
- pękanie spoin sczepnych podczas spawania
Zapobieganie:
- zastosuj prawidłowe spasowanie spawanych elementów
- sztywno połącz spawane elementy, zastosuj poprawną kolejność spawania
- wykonaj spoiny sczepne zgodnie z zasadami
PĘKNIĘCIE KRATERU
Możliwe przyczyny:
- wada powstaje na skutek kurczenia jeziorka spawalniczego podczas krzepnięcia
- zgaszenie łuku spawalniczego powoduje natychmiastowe krzepnięcie dużego jeziorka ciekłego metalu
- niewłaściwa technika podczas kończenia spawania
Zapobieganie:
- przerwij spawanie poprzez przeniesienie łuku lekko wstecz lub w rowek spawalniczy
- stopniowo zmniejszaj prąd spawania, aby zredukować rozmiar jeziorka
- wytnij miejsce zakończenia spoiny przed wznowieniem spawania

ODPRYSKI
Możliwe przyczyny:
- niewłaściwy dobór parametrów spawania
- zbyt długi łuk/ wysokie napięcie
- wilgotne, zanieczyszczone lub
- uszkodzone elektrody
- zanieczyszczenie spawanego materiału i materiału dodatkowego np. rdza
magnetyczne ugięcie łuku
nieprawidłowa biegunowość
Zapobieganie:
- zastosuj właściwe parametry spawania
spawaj łukiem o optymalnej długości/ ogranicz napięcie - używaj suchych i nieuszkodzonych elektrod
- szlifuj brzegi spawanego materiału i zastosuj czysty materiał dodatkowy
- zmień pozycje zacisków kabla masy
- spawaj w kierunku zacisku kabla masy/ skieruj elektrodę/ uchwyt w kierunku ugięcia łuku
- zmień biegunowość
Potrzebujesz pomocy w eliminacji wad spawalniczych?
Chcesz się dowiedzieć jakie są możliwości?
Skontaktuj się z nami za pomocą poniższego formularza.