Główne nieprawidłowości w procesie cięcia
19 października 2016
Poniższe porady wskazują kilka rozwiązań pomagających poprawić jakość cięcia. Jest ważne, aby wykonywać próby pracy zgodnie z zaleceniami — ponieważ często występuje wiele różnych czynników mających wpływ na jakość cięcia:
- Typ maszyny (przykłady: stół XY, przebijarka)
- System cięcia plazmą (przykłady: zasilacz, palnik, materiały eksploatacyjne)
- Urządzenie sterowania ruchem (przykłady: CNC, sterowanie wysokością palnika)
- Zmienne procesu (przykłady: prędkość cięcia, ciśnienie gazu, szybkość przepływu)
- Zmienne zewnętrzne (przykłady: zmienność materiału, czystość gazu, doświadczenie operatora)
opracowanie Hypertherm Inc.
Poniższa lista nie jest kompletna, jednak przedstawia zarys ogólnych informacji niezbędnych dla początkujących operatorów urządzeń do cięcia plazmowego.
|
Kątowość |
||
| Dodatni kąt cięcia Więcej materiału zostało usunięte z górnej części ciętej powierzchni niż z dolnej. |
Ujemny kąt cięcia Więcej materiału zostało usunięte z dolnej części ciętej powierzchni niż z górnej. |
Zaokrąglenie górnej krawędzi Małe zaokrąglenie wzdłuż górnej krawędzi ciętej powierzchni. |
 |
 |
 |
|
Żużel |
||
| Żużel przy zbyt dużej prędkości Małe, liniowo ułożone kulki stopionego materiału, które przytwierdzają się wzdłuż dolnej krawędzi cięcia (występują smugi w kształcie litery S; żużel trudno usunąć, wymaga szlifowania). |
Żużel przy zbyt małej prędkości Pieniste lub kuliste nagromadzenia stopionego materiału, który przytwierdza się wzdłuż górnej krawędzi cięcia (mogą występować pionowe smugi; żużel łatwo usunąć, odłupania w dużych kawałkach). |
Opryskana górna część Drobne odpryski stopionego materiału, które zbierają się u góry krawędzi cięcia (bezładnie rozłożone, najczęściej przy plazmie powietrznej). |
 |
 |
 |
|
Wykończenie powierzchni |
||
| Chropowatość W zależności od rodzaju ciętego metalu, może wystąpić chropowatość; chropowatość oznacza, że powierzchnia cięcia nie jest gładka. |
Aluminium Górny element: Powietrze/ Powietrze • Najlepszy do cienkich materiałów o grubości poniżej 3 mm Dolny element: H35/N2 • Znakomita jakość krawędzi • Krawędź odpowiednia do spawania |
Stal czarna Górny element: Powietrze/ Powietrze • Czystość cięcia • Krawędź azotowana • Zwiększona twardość powierzchni Dolny element: O2 • Wyjątkowa jakość krawędzi • Krawędź odpowiednia do spawania |
 |
 |
|
|
Kolor |
||
| Kolor powstaje w wyniku reakcji chemicznej pomiędzy metalem a gazem plazmowym używanym do cięcia; zmiany koloru są przewidywalne (największa zmienność kolorów występuje przy stali nierdzewnej). Górny element: N2/N2 Środkowy element: H35/N2 Dolny element: Powietrze/Powietrze |
||
|
|
||

Główne nieprawidłowości w procesie cięcia oraz metody ich zapobiegania
Krok 1
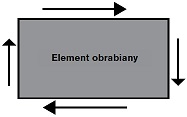
Czy łuk plazmowy wykonuje cięcie w odpowiednim kierunku?
Najbardziej proste kąty cięcia znajdują się zawsze z prawej strony, z zastrzeżeniem, że palnik porusza się w przód.
- Należy sprawdzić kierunek cięcia.
- Ustawić kierunek cięcia, jeśli to konieczne.
Łuk plazmowy przy standardowych materiałach eksploatacyjnych zazwyczaj obraca się zgodnie z ruchem wskazówek zegara.
Kontur:
• Palnik przesuwa się zgodnie z ruchem wskazówek zegara.
• Lepsza strona cięcia znajduje się po prawej stronie palnika, ponieważ porusza się on w przód.
Element wewnętrzny (otwór):
- Palnik przesuwa się przeciwnie do ruchu wskazówek zegara.
- Lepsza strona cięcia znajduje się po prawej stronie palnika, ponieważ porusza się on w przód.

Krok 2
Czy wybrany proces jest odpowiedni do rodzaju i grubości materiału podlegającego cięciu?
Należy upewnić się, czy przestrzegana jest specyfikacja z wykresu cięcia:
- Wybrać odpowiedni proces do:
- Typu materiału
- Grubości materiału
- Wymaganej jakości cięcia
- Celów produkcyjnych
- Wybrać odpowiednią plazmę i gaz osłonowy
- Wybrać odpowiednie parametry do:
- Ciśnienia gazu (lub prędkości przepływu)
- Roboczego odsunięcia palnika i napięcia łuku
- Prędkości cięcia
- Sprawdzić, czy używane materiały eksploatacyjne są poprawnie wybrane (skontrolować numery części)
Uwaga: Podsumowując, procesy z niższym natężeniem prądu zapewniają lepszy kąt przecięcia i wykończenie powierzchni, ale prędkości cięcia są mniejsze i tworzy się więcej żużlu.
Krok 3
Czy materiały eksploatacyjne nie są zużyte?
Należy sprawdzić materiały eksploatacyjne pod kątem zużycia
- Wymienić zużyte materiały eksploatacyjne
- Należy zawsze jednocześnie wymieniać dyszę i elektrodę
- Unikać nadmiernego smarowania pierścieni uszczelniających
Uwaga: Aby uzyskać maksymalną wydajność cięcia, należy używać oryginalnych materiałów eksploatacyjnych.
Krok 4
Czy palnik jest prostopadły do elementu obrabianego?
Należy wypoziomować element obrabiany
- Ustawić palnik prostopadle do elementu obrabianego (zarówno od przodu, jak i z boku palnika)
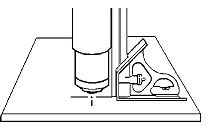
Uwaga: Sprawdzić, czy materiał nie jest zagięty lub zawinięty; w skrajnych przypadkach tego ograniczenia nie da się poprawić.
Krok 5
Czy odsunięcie robocze palnika jest ustawione na prawidłową wysokość?
Robocze odsunięcie palnika należy ustawić na poprawną wartość
- Jeśli jest wykorzystywane sterowanie napięciem, należy ustawić napięcie
Uwaga: Wraz z częściowym zużywaniem się materiałów eksploatacyjnych, należy korygować ustawienia łuku plazmowego, aby zachować robocze odsunięcie palnika. Robocze odsunięcie palnika może wpływać na kąt przecięcia.
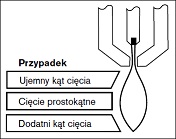
Ujemny kąt cięcia: palnik za nisko, należy zwiększyć robocze odsunięcie palnika
Dodatni kąt cięcia: palnik za wysoko, należy zmniejszyć robocze odsunięcie palnika
Uwaga: Nieznaczne zmiany kątów cięcia są normalne, jeśli tylko mieszczą się w tolerancji.
Krok 6
Czy prędkość cięcia nie jest zbyt duża lub zbyt mała?
Należy ustawić prędkość cięcia, jeśli to konieczne
Uwaga: Prędkość cięcia może również wpływać na ilość żużlu.
Żużel przy zbyt dużej prędkości: Zbyt duża prędkość cięcia (smugi tworzone przez łuk z tyłu), należy zmniejszyć prędkość cięcia
Żużel przy zbyt małej prędkości: Zbyt mała prędkość cięcia (progi tworzone przez łuk z przodu), należy zwiększyć prędkość cięcia
Opryskana górna część: Zbyt duża prędkość cięcia, należy ją zmniejszyć
Uwaga: Oprócz prędkości, zarówno skład chemiczny materiału, jak i wykończenie powierzchni mogą wpływać na ilość żużlu; w trakcie nagrzewania się elementu obrabianego w wyniku cięcia może tworzyć się coraz więcej żużlu.
Krok 7
Czy występują problemy z systemem dostarczania gazu?
- Należy znaleźć i naprawić wszystkie wycieki i zatkania
- Używać odpowiedniej wielkości regulatorów oraz linii gazu
- Używać czystego gazu wysokiej jakości
- Jeśli jest wymagane ręczne płukanie, należy potwierdzić zakończenie cyklu płukania
- Należy skonsultować się z dystrybutorem gazu
Krok 8
Czy występują wibracje palnika?
- Należy upewnić się, że palnik jest dobrze przymocowany do suwnicy stołu
- Należy skonsultować się z producentem oryginalnego wyposażenia (OEM); stół może wymagać konserwacji
Krok 9
Czy stół wymaga regulacji?
- Należy sprawdzić i upewnić się, czy cięcie na stole przebiega z określoną prędkością
- Należy skonsultować się z producentem oryginalnego wyposażenia (OEM); prędkość cięcia dla stołu może wymagać regulacji
Zainteresował Cię artykuł?
Może chcesz, byśmy dobrali dla Ciebie odpowiednie rozwiązanie?
Skontaktuj się z nami za pomocą poniższego formularza.